Блог / Новости
Голосование
Автоматизация подготовки производства на предприятии:
АРМ-технолога
Системы Автоматизированной технологической подготовки производства (CAPP-системы)
Прогресс науки и техники, потребности развивающегося общества в новых промышленных изделий обуславливает необходимость выполнения проектных работ большого объема. Требования к качеству проектов, к срокам их выполнения оказываются все более жесткими по мере увеличения сложности проектируемых объектов и повышения ответственности выполняемых ими функций.
Автоматизация технологической подготовки в десятки раз сокращает сроки подготовки производства как за счет повышения производительности труда инженера-проектировщика - на стадии технологического проектирования, так и за счет повышения качества принимаемых решений - на стадии отладки технологических процессов.
CAPP-система «автоматизированная система технологической подготовки производства» (англ. Computer-Aided Process Planning) — это программные продукты, помогающие автоматизировать процесс подготовки производства, а именно планирование (написание) технологических процессов. В нашей стране такие системы принято называть САПР ТП (системы автоматизированного проектирования технологических процессов) или АС ТППП (автоматизированные системы технологической подготовки производства). CAPP является интерактивной средой, наполненной базами данных по материалам, сортаменту, оборудованию, технологическому оснащению и прочей справочной информацией. Современные CAPP включают расчетные модули по технологическим режимам и нормированию, а также настройку под специализированные формы документов.
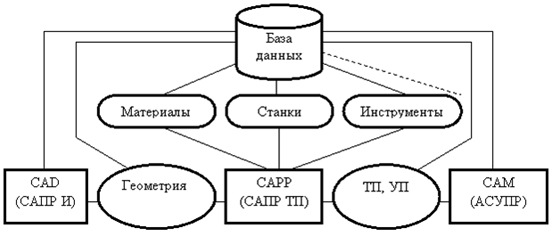
Автоматизированная технологическая подготовка производства (планирование технологических процессов) - используется для обозначения программных инструментов, применяемых на стыке систем автоматизированного проектирования (САПР или CAD) и производства (CAM). Задача технологической подготовки - по заданной CAD-модели изделия составить план его производства, называемый операционной или маршрутной картой. Данный план содержит указания о последовательности технологических и сборочных операций, используемых станках и инструментах и проч. Технологическая подготовка производства всегда осуществляется по имеющейся базе данных типовых техпроцессов, применяемых на конкретном предприятии. Различают два подхода к автоматизированной технологической подготовке - модифицированный (вариантный) и генеративный. При модифицированном подходе задача CAPP-системы состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и проч.) При генеративном подходе используются известные методы искусственного интеллекта для распознавания элементов и логического вывода.
Задача CAPP следующая: по заданной модели изделия, выполненной в CAD-системе, составить план его производства — маршрут изготовления. В этот маршрут входят сведения о последовательности технологических операций изготовления детали, а также сборочных операциях (если таковые имеются); оборудование, используемое на каждой операции, и инструмент, при помощи которого на операциях производится обработка и т.д. Технологическая подготовка производства всегда осуществляется по имеющейся базе данных типовых техпроцессов, применяемых на конкретном предприятии. В зависимости от подхода к автоматизированной технологической подготовке задачи CAPP могут немного различаться. Существует два подхода - модифицированный (вариантный) и генеративный. При модифицированном подходе задача CAPP-системы состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и т.д.)
Функции CAPP:
- Разработка описания техпроцесса изготовления нового изделия.
- Формирование технологической документации.
- Расчёт затрат времени на операции.
- Определение трудоемкости изготовления изделия.
- Расчёт расхода материалов.
- Формирование организационно-технологической схемы потока по изготовлению изделия.
- Выбор рационального такта потока и количества исполнителей.
Использование CAPP-системы
Такая интегрированная система на информационном уровне поддерживается единой базой данных. В ней хранится информация о структуре и геометрии изделия (как результат проектирования в системе CAD), о технологии изготовления (как результат работы системы CAPP) и управляющие программы для оборудования с ЧПУ (как исходная информация для обработки в системе CAM на оборудовании с ЧПУ)
Использование CAPP
Достоинства CAPP, основные экономические результаты, получаемые от внедрения CAPP:
- повышение производительности труда технолога;
- уменьшение числа ошибок при проектировании;
- повышение качества работы технолога;
- сокращение сроков технологической подготовки производства;
- повышение оперативности получения актуальной информации из спроектированных технологических процессов;
- накопление и применение базы знаний предприятия по технологическому проектированию новых изделий
- организация единого информационно-справочного пространства для технологов и конструкторов, а также служб управления производством;
- улучшение контроля за исполнительской деятельностью.
Примеры CAPP
- Eleandr CAPP - автоматизированное проектирование технологии изготовления швейных изделий.
- ADEM - автоматизированное проектирование в различных областях машиностроения.
- T-FLEX Технология.
- TechnologiCS
Программное обеспечение автоматизированного рабочего места инженера-технолога
Базовыми программными продуктами АРМ инженера-расчетчика являются:
1) Операционная система Microsoft Windows XP SP3;
2) Пакет офисных программ Microsoft Office XP - для ведения электронного-документооборота; переписки по электронной почте; выходу в международную сеть Internet, а так же в локальную сеть Intranet; выполнения табличных расчетов; ведения простых баз данных; планирования процессов; построения диаграмм и схем; подготовки презентаций.
3) CAPP-подсистема автоматизированной технологической подготовки производства TechnologiCS
4) Система нормативно-справочной информации (НСИ) предприятия - содержащая набор взаимосвязанных справочников, классификаторов, словарей и нормативных документов поддерживающих основную деятельность предприятия.
5) PDM-система предприятия - TechnologiCS, единая информационная система предприятия, в которой работают все основные службы машиностроительного предприятия (конструкторие, технологи, нормировщики, планово-экономические и производственно-диспетчерские службы, службы материально-технического снабжения, цеховых диспетчеров и технологов, мастеров, службы главного механика и т.д.), обеспечивающие выпуск продукции.
Цель использования вышеуказанного программного обеспечения - заключается в создании программного инструментария на рабочем месте инженера-технолога. Инженер-технолог заинтересован в максимально полной и эффективной автоматизации своей работы, в доступе к подробной и актуальной информации.
Процесс подготовки производства и изготовления продукции, хоть при запуске новых изделий, хоть при проведении изменений, можно рассматривать как совокупность большого числа всевозможных, взаимосвязанных работ. Все эти работы, которые могут выполняться множеством различных служб и специалистов, в конечном итоге направлены на:
• определение/уточнение состава и структуры выпускаемого изделия, проработку конструктивных особенностей изделия и отдельных его элементов с учетом как технических и иных требований к изделию, так и возможностей по его изготовлению;
• определение/уточнение порядка изготовления изделия и отдельных входящих в него деталей (применяемые технологии, необходимое оборудование, оснастка, потребности в материалах и покупных изделиях, трудоемкость изготовления и т.п.;
• определение потребности в средствах технологического оснащения, их проектирование, приобретение, изготовление, внедрение и т.п.);
• формирование производственной программы для подразделений, исходя необходимого количества изделий и их модификаций, порядка их изготовления, входящих деталей и узлов, технологических процессов и имеющихся ресурсов и т.д.;
• определение реальной потребности в материалах, комплектующих и покупных изделиях и т.п., исходя из состава запланированных к выпуску изделий, их количества, применяемых техпроцессов, наличия остатков;
• обеспечение производственных подразделений материалами, комплектующими и другими ресурсами, необходимыми для выполнения намеченной производственной программы, документацией и информацией, необходимой и достаточной для качественного и своевременного изготовления продукции;
• распределение работ, выдачу заданий на изготовление конкретных деталей и узлов (выполнение конкретных технологических операций) и контроль их выполнения, оперативное управление производственным процессом;
• контроль готовности деталей, узлов, изделий, заказов в различных разрезах;
• контроль выдачи и расходования материалов, комплектующих и других ресурсов в соответствии с производственной программой;
• контроль материальных и трудовых затрат, фактически понесенных при производстве продукции;
• контроль возникновения брака;
• управление качеством, статистическую обработку данных о реальном ходе производства.
Все перечисленные работы взаимоувязаны. Многие задачи являются логическим продолжением предыдущих и в конечном итоге представляют собой единый процесс, направленный на решение главной задачи предприятия.
Техническое (аппаратное) обеспечение автоматизированного рабочего места инженера-технолога
Для однопользовательской версии TechnologiCS:
• Операционная система: Windows XP(SP2);
• СУБД SQL-сервер: Microsoft SQL Server 2000(SP4), 2005(SP2), (MSDE);
• Программное обеспечение: Microsoft Office 2000 и выше.
Для многопользовательской сетевой версии TechnologiCS:
Сервер:
• Операционная система: Операционная система определяется требованиями SQL-сервера;
• СУБД SQL-сервер: Microsoft SQL Server 2005(SP2).
Клиентское место:
• Операционная система: Windows XP(SP2);
• Программное обеспечение: Microsoft Office 2000 и выше. Характеристики компьютеров определяются требованиями Операционной Системы и СУБД.
Минимальные технические парпаметры компьютеров для автоматизированного рабочего места конструктора-проектировщика:
- Процессор Intel® Pentium® 4 с тактовой частотой 2 ГГц или выше, Intel® Xeon™, Intel® Core™, AMD Athlon™ 64, AMD Opteron™, или более новый.
- Не менее 2 Гб оперативной памяти
- Графический адаптер уровня рабочих станций САПР, поддерживающий OpenGL 1.1.
- Привод DVD-ROM.
- Устройство указания, совместимое с Microsoft Mouse.
- TFT-монитор не менее 19' диаганаль с разрешением 1280 x 1024 или выше
- Подключение к компьютерной информационной сети (КИС) предприятия